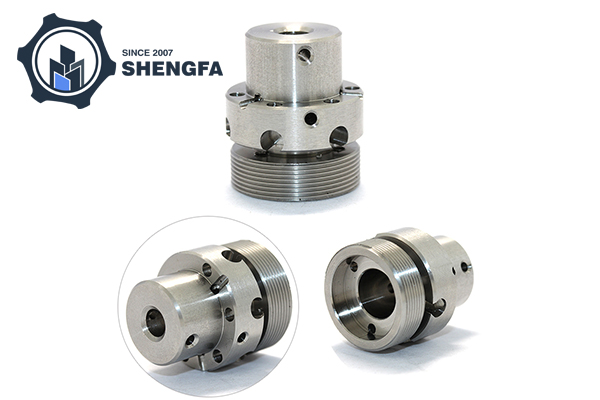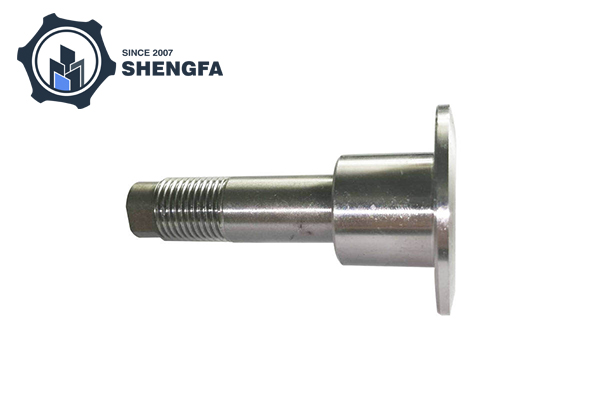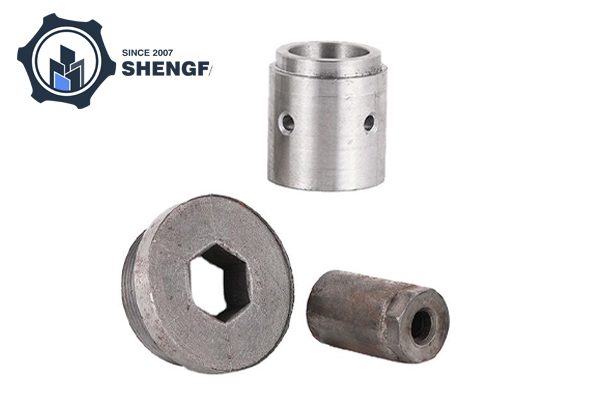
Литье по выплавляемым моделямпроцесс:
1) Обезжиривание и обезжиривание модулей
При использовании формовочных материалов на восковой основе для изготовления паковочных форм для улучшения способности краски смачивать поверхность модуля необходимо удалить масло с поверхности модуля.
2) Нанесите краску и отшлифуйте модуль.
Перед нанесением краски краску следует равномерно перемешать, чтобы максимально уменьшить осаждение огнеупорных материалов в ведре с краской, и отрегулировать вязкость или удельный вес краски так, чтобы краска могла хорошо заполнить и смочить паковочную форму. При подвешивании краски кладите модуль пропитанным краской и встряхивайте вверх и вниз, чтобы краска хорошо смочила паковочную форму и равномерно покрыла поверхность модуля. После нанесения краски ее можно отшлифовать. Веслитье по выплавляемым моделямв основном составляют десятки десятых крупного рогатого скота (то есть от десятков граммов до нескольких килограммов). Более хлопотно производить тяжелые отливки методом литья по выплавляемым моделям. Однако вес производимых в настоящее время крупных отливок по выплавляемым моделям достиг примерно 800 голов крупного рогатого скота.
3) Сушка и закалка скорлупы.
После нанесения каждого слоя оболочки его необходимо высушить и затвердеть, чтобы связующее вещество в покрытии сменилось с золя на желе и гель, а огнеупорные материалы соединились между собой.
4) Растопить и отделить форму от скорлупы.
После того как оболочка формы полностью затвердеет, модуль необходимо выплавить из оболочки формы. Поскольку модуль формы обычно изготавливается из формовочного материала на основе воска, этот процесс также называется депарафинизацией. В зависимости от различных методов нагрева их много, чаще используются метод депарафинизации, метод горячей воды и тот же метод пара под давлением.
5) Жареная скорлупа
Если требуется формовочная (песочная) отливка, перед обжигом закопайте отформованную оболочку в песок в ящике, а затем загрузите ее в печь для обжига. Если жаропрочность оболочки формы высока и отливка не требуется, отформованную оболочку после извлечения из формы можно сразу отправить в печь для обжига. При обжиге постепенно повышайте температуру печи, нагрейте оболочку до 800-1000°С, выдержите ее некоторое время в тепле, а затем заливайте.
Литье по выплавляемым моделям, также известный как литье по выплавляемым моделям, включает в себя такие процессы, как прессование воска, восстановление воска, формирование дерева, погружение, плавление воска, литье расплавленного металла и последующую обработку.